








回転軸を含む加工の送り速度

1. ミーリング加工における送り速度
ミーリング加工においてNCデータ上で指令する送り速度は、一般的にNC工作機械の各軸が動く速度を表しています。
3軸加工機における送り速度はXYZが1分間に移動する距離を表し、切削抵抗や表面粗さに関係する重要な指標になります。
送り速度 F (feeding Speed) = 各軸が動く速さ
単位は “mm/min” ※毎分送りの場合
1-1. 切削速度
“切削速度”は送り速度とは異なり、工作物を刃物が削る速さを表しています。
送り速度と同様に機械加工において重要な指標の一つとなります。
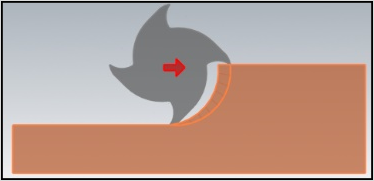
切削速度 Vc (Cutting Speed) = 刃物が削る速さ (図①矢印の速度)
単位は “m/min”
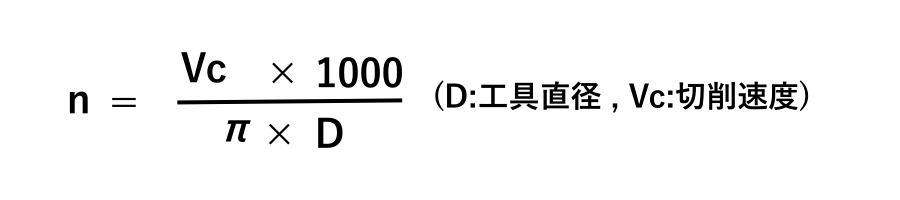
主軸回転数 n (rpm)は、切削速度と工具直径によって決まります。
1-2. 一刃送りの送り量
切削工具で推奨値として設定されている送り速度は、
一般的には一刃当たりの送り量で記載されています。
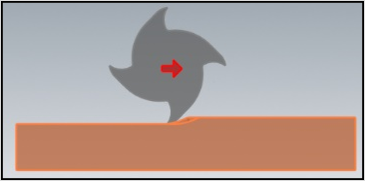
一刃送り fz (Feed per Tooth) = 一刃が削る距離 (図②矢印の速度)
単位は “mm/tooth”
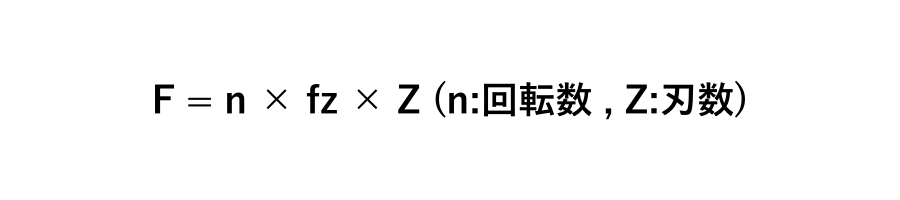
送り速度 F (毎分送り)は、主軸回転数と一刃送りから計算することが可能です。
一刃送りの送り量が大きい場合、切屑厚さも厚くなります。
(切屑厚さは、下記のように切削幅によっても異なります)
2. 送り速度の比較
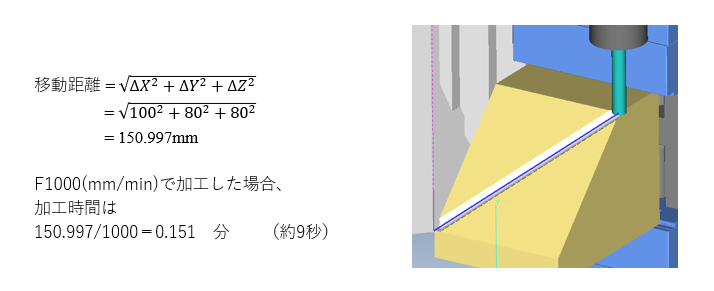
2-1. 3軸加工での送り速度
例) G91X100.Y80.Z80.F1000 の場合
2-2. 回転軸で加工した場合の送り速度
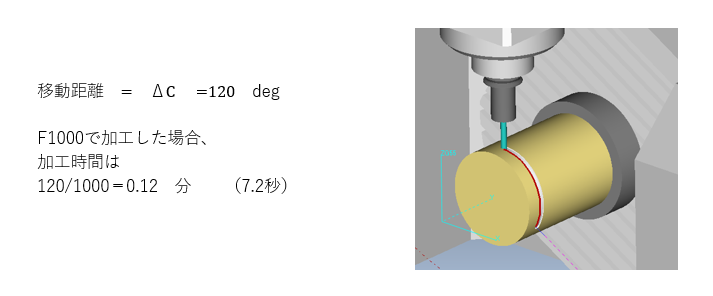
例) G91C120.F1000 の場合
2-3. 回転軸の送り速度 径違いの場合
回転軸の送り速度が “deg/min” の場合、F1000で加工すると下記の2つは7.2秒で加工していることになるので、
右の長い経路を加工していることになります(どちらも指令はG91C120.F1000)
【動画】 回転軸の送り速度比較
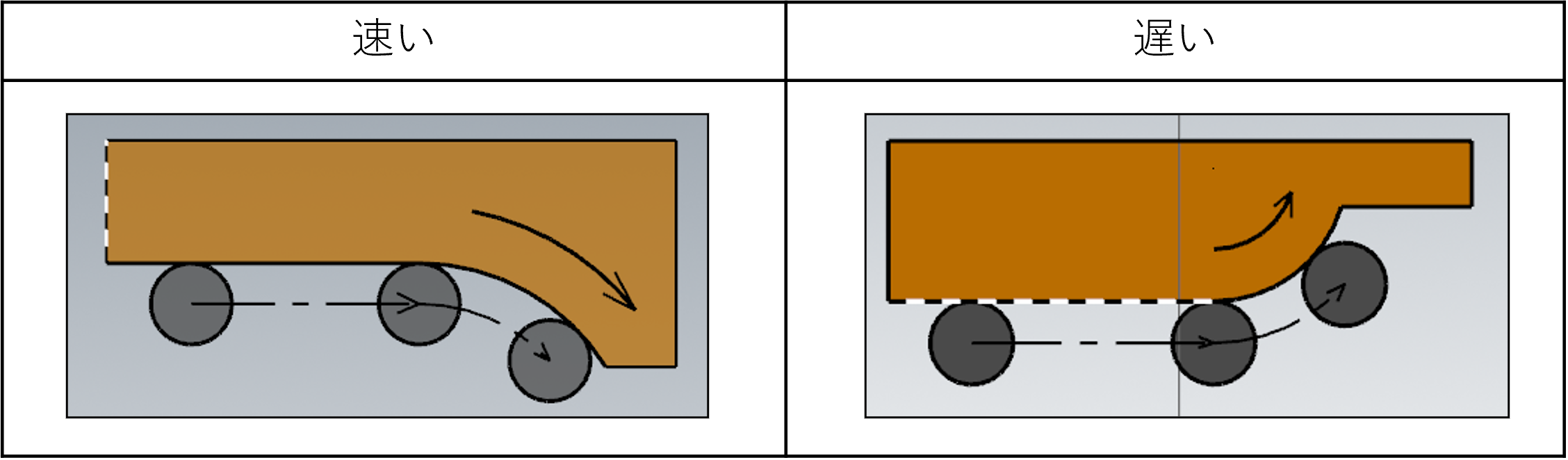
右(径の大きい)方が加工長が長いにも関わらずどちらも7.2秒で加工しています
= 実際に工作物を加工する速度は右の方が速いということになります
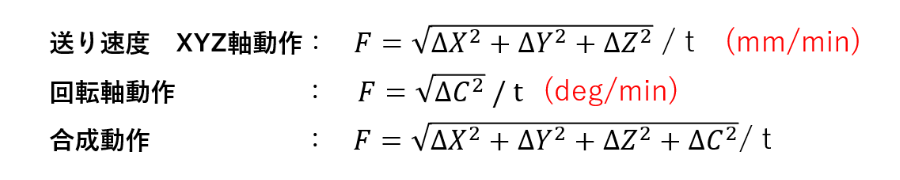
3. 回転軸を含む加工の送り速度計算
下記計算式を利用し、送り速度を計算することが可能です。
4. 回転軸の送り速度
送り速度を希望の速度にするためには、指令速度を変更する必要があります。
径の小さい(φ114.59より小さい径)場合、径が小さくなればなるほど指令速度を上げなければいけなくなりますが、
径の大きい場合は、径が大きくなればなるほど、指令速度を下げなければならなくなります。
4-1. 同時5軸加工の場合
通常一定の径を一定リードで加工する場合は計算した送り速度を指令すれば、希望の速度で加工できますが、
X,Y,Z,A,Cなど直線軸3軸と回転軸2軸が常に動く同時5軸では、この計算を毎ブロックする必要があります。
→ 先端点制御がある場合:制御機で旋回中心からの距離を計算し速度を自動コントロールします
→ 先端点制御が無い場合:送り速度をポストプロセッサーで計算して、毎ブロックのF値を変更して出力します
【動画】 同時5軸加工における送り速度比較
※先端点制御を使用した場合や実送り速度を演算した場合には、動画からも、テーブル中心付近での加工(左)に対して、テーブル端に置いた加工(右)では、機械の移動量が大きく、各軸の速度も上がっていることがわかります。
機械移動量が少なく、無理な速度にならないために、可能であれば出来る限り傾斜軸、
回転軸の中心付近での加工が望ましいことがわかります。
参考1. 円弧動作での送り速度
1-1. 接触点送り速度
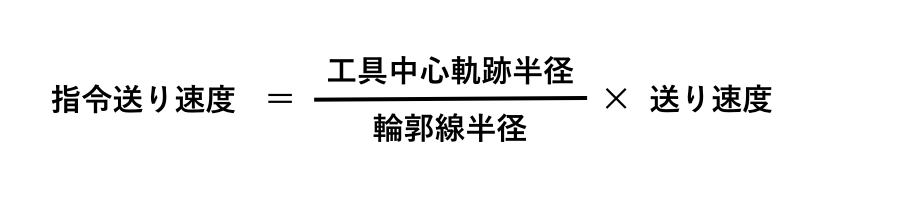
・ 輪郭加工などの場合、エンドミルと仕上げ面(壁)が接触する部分の速度は、直線動作と円弧動作で異なります
・ 一定の送り速度を指令した場合、円弧の外側を回る場合と内側を回る場合に仕上げ面の速度は変わります
下記のような式で計算できます
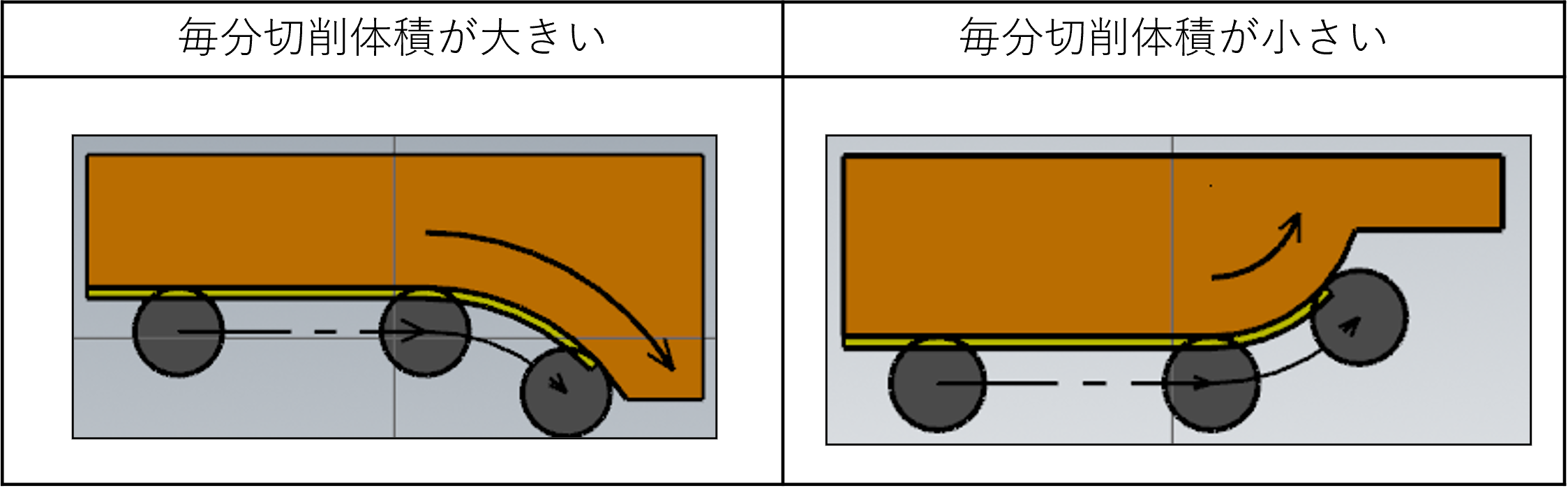
1-2. 毎分切削体積
・ 送り速度と同様に、毎分切削体積も直線的に動作する部分と円弧動作をする部分で体積が異なります
・ 毎分切削体積は、単純に下記の式で求めます

参考2. VERICUTによるグラフでの刃先速度の確認
回転軸を含んだ加工でF指令値1000一定の場合と、刃先速度を一定にする演算を行った場合の刃先速度をVERICUTのグラフ機能で確認
【動画】 一定値F1000で指令した場合 (回転軸を含む移動時に速度が遅くなっている)
【動画】 速度を逆算して出力した場合 (ほぼF1000一定になる)
この記事をシェアする



